具身機器人零部件的 CNC 加工標準與質量控制
2026/1/2 9:59:49??????點擊:
??????文章來源:深圳一鑫精密CNC加工廠
前言:為什么制造決定具身機器人的失敗
具身機器人(如人形機器人、四足機器人、移動操作機器人)已不再停留在實驗室階段,正逐步走向真實應用場景。
在這一過程中,制造質量正在成為機器人規模化落地的關鍵瓶頸。
相比 AI 算法和控制系統,機械零部件直接決定了機器人的結構強度、運動精度、耐久性與一致性。
對多數機器人公司而言,從樣機 → 小批量 → 量產,真正“卡住”的往往不是算法,而是制造與裝配階段。
作為長期服務機器人行業的 CNC 精密加工廠商,一鑫精密(YIXIN PRECISION)總結了具身機器人零部件在 CNC 加工與質量控制方面最具實踐價值的標準與目標。

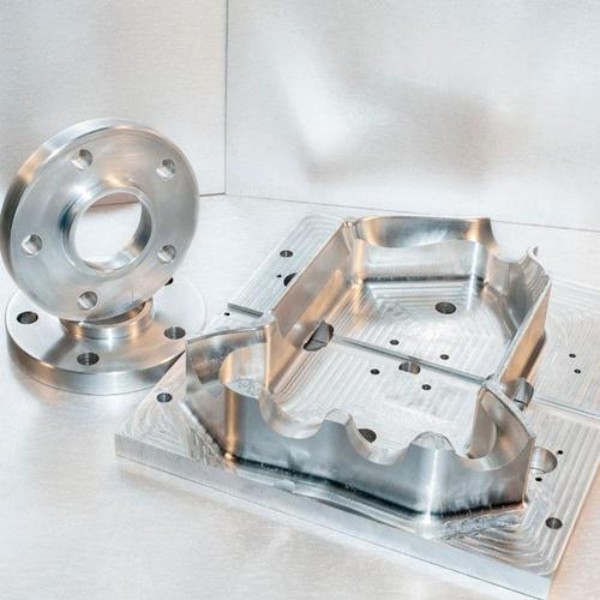
具身機器人中典型的 CNC 加工零部件類型
從制造角度看,機器人零部件可分為以下四大類:
1. 結構與承載類零部件
典型零件:
-
關節殼體
-
電機殼體
-
減速器殼體
-
結構支架
加工關注重點:
剛性、位置精度、裝配一致性
2. 運動與傳動類零部件
典型零件:
-
輸出軸
-
關節軸
-
聯軸器
-
精密套筒
加工關注重點:
同心度、表面光潔度、疲勞壽命
3. 輕量化結構件
典型零件:
-
鋁合金機械臂
-
薄壁支架
-
拓撲優化一體化結構件
加工關注重點:
變形控制、重量一致性
4. 多軸復雜結構件
典型零件:
-
一體化關節模塊
-
多安裝面結構件
-
曲面外殼
加工關注重點:
五軸加工精度、一次裝夾完成度

具身機器人零部件的 CNC 加工工藝規范
結構件(關節殼體 / 電機殼體)
典型 CNC 工藝流程:
原材料 → 粗加工 → 去應力
→ 半精加工 → 精加工 → 三坐標檢測(CMM)
關鍵加工控制點:
-
所有裝配基準統一加工基準
-
五軸加工減少多次裝夾誤差
-
關鍵孔位優先加工,再做外觀面
質量控制目標:

軸類與傳動零部件
典型 CNC 工藝流程:
車削 →(必要時)熱處理
→ 精車 / 磨削 → 終檢
質量控制目標:
| 項目 | 目標值 |
| 直徑公差 | h6 / h7 |
| 同心度 | ≤ 0.005–0.01 mm |
| 圓度 | ≤ 0.005 mm |
| 表面粗糙度 | Ra 0.4–0.8 |
輕量化薄壁零部件
制造挑戰:
為了減重,具身機器人中大量采用薄壁、復雜結構,極易在加工過程中產生變形。
關鍵 CNC 加工策略:
-
對稱式加工路徑設計
-
小切深、穩定切削參數
-
定制工裝夾具防止變形
質量控制目標:
| 項目 | 目標值 |
| 變形量 | ≤ 0.05 mm |
| 壁厚公差 | ±0.05 mm |
| 重量偏差 | ≤ ±1% |
| 表面外觀 | 無刀紋、無毛刺 |
五軸復雜結構件
為什么五軸 CNC 至關重要?
機器人零部件通常具有多角度、多安裝面的結構。
五軸 CNC 可實現一次裝夾完成多面加工,顯著提升精度與一致性。
質量控制目標:
項目
目標值
多面位置度
≤ 0.02 mm
重復裝夾誤差
≤ 0.01 mm
首件合格率
≥ 98%
從機器人整機廠視角看 CNC 制造的核心質量目標
根據一鑫精密與多家機器人企業的合作經驗,機器人 OEM 普遍關注以下五點:
-
高裝配成功率
CNC 精度直接決定裝配效率與調試成本 -
批次一致性優先于極限精度
機器人是系統工程,而非單一零件 -
DFM(可制造性)提前介入
設計階段就應考慮加工與裝配 -
可擴展的工藝路線
加工方案需支持未來量產 -
可追溯的質量數據
檢測數據支撐長期可靠性與迭代優化

一鑫精密如何支持具身機器人制造
深圳一鑫精密(YIXIN PRECISION)成立于 2004 年,專注于機器人及高端裝備的精密零部件 CNC 加工,服務內容包括:
-
三軸 / 四軸 / 五軸 CNC 精密加工
-
機器人關節與核心零部件高精度控制
-
從樣機打樣到小批量、可擴展量產
-
面向機器人設計師的 DFM 制造反饋
-
基于 ISO 體系的質量管理系統
我們與機器人企業深度協作,幫助客戶縮短研發周期、提升裝配一致性、為規模化生產做好準備。
結語
在器具本體機器人領域,選擇制造質量決定機器人性能上限。
合適的CNC制造助手,不僅比價格,更比精度、穩定性與長期可擴展能力。
- 上一篇:
服務器冷板 CNC 加工詳解:高算力時代液冷板與冷卻板加工的
2026/1/13 - 下一篇:
定制加工終極指南:7 大關鍵策略實現高精度制造
2025/12/25
